When I first
encountered the problem, I was using I think two
digits of precision. I upped that to five and it did
get slightly better but still was very jittery.
Here Is the first
piece of the 3d finishing pass I was using, this one
has five digits of precision for the Gcode.
G01
X2.4342 Y0.0288 Z1.5500 F200.0
Z0.0868
Z0.0618
X2.4343
Y0.0289 Z0.0634 F100.0
Z0.0646
Z0.0655
X2.4344
Z0.0665
Z0.0671
X2.4345
Y0.0290 Z0.0679
Z0.0686
X2.4346
Z0.0694
X2.4347
Y0.0291 Z0.0702
Z0.0708
X2.4348
Y0.0292 Z0.0715
X2.4349
Z0.0720
Z0.0726
X2.4350
Y0.0293 Z0.0734
X2.4351
Z0.0739
X2.4352
Y0.0294 Z0.0743
X2.4353
Z0.0748
Y0.0295
Z0.0752
X2.4354
Z0.0756
X2.4355
Z0.0760
Y0.0296
Z0.0764
X2.4356
Z0.0768
X2.4357
Y0.0297 Z0.0772
Z0.0775
X2.4359
Y0.0298 Z0.0782
X2.4360
Y0.0299 Z0.0789
X2.4362
Z0.0795
X2.4363
Y0.0300 Z0.0801
X2.4364
Y0.0301 Z0.0807
X2.4366
Y0.0302 Z0.0812
X2.4367
Y0.0303 Z0.0818
X2.4369
Z0.0823
X2.4370
Y0.0304 Z0.0828
X2.4371
Y0.0305 Z0.0833
X2.4373
Y0.0306 Z0.0838
X2.4374
Y0.0307 Z0.0842
X2.4376
Z0.0847
X2.4377
Y0.0308 Z0.0851
X2.4378
Y0.0309 Z0.0855
X2.4380
Y0.0310 Z0.0860
X2.4381
Y0.0311 Z0.0864
X2.4383
Z0.0868
X2.4384
Y0.0312 Z0.0872
X2.4385
Y0.0313 Z0.0875
X2.4387
Y0.0314 Z0.0879
X2.4388
Y0.0315 Z0.0883
X2.4390
Z0.0886
X2.4391
Y0.0316 Z0.0890
X2.4392
Y0.0317 Z0.0893
X2.4394
Y0.0318 Z0.0897
X2.4395
Y0.0319 Z0.0900
X2.4396
Z0.0903
X2.4398
Y0.0320 Z0.0907
X2.4401
Y0.0322 Z0.0913
X2.4403
Y0.0323 Z0.0919
X2.4406
Y0.0325 Z0.0925
X2.4409
Y0.0327 Z0.0930
X2.4412
Y0.0328 Z0.0936
X2.4415
Y0.0330 Z0.0941
X2.4417
Y0.0331 Z0.0947
X2.4420
Y0.0333 Z0.0952
X2.4423
Y0.0334 Z0.0957
X2.4426
Y0.0336 Z0.0962
X2.4429
Y0.0338 Z0.0966
X2.4431
Y0.0339 Z0.0971
X2.4434
Y0.0341 Z0.0975
X2.4437
Y0.0342 Z0.0980
X2.4440
Y0.0344 Z0.0984
X2.4442
Y0.0346 Z0.0989
X2.4445
Y0.0347 Z0.0993
X2.4448
Y0.0349 Z0.0997
X2.4451
Y0.0350 Z0.1001
X2.4454
Y0.0352 Z0.1005
X2.4456
Y0.0353 Z0.1009
X2.4459
Y0.0355 Z0.1012
X2.4462
Y0.0357 Z0.1016
X2.4465
Y0.0358 Z0.1020
X2.4468
Y0.0360 Z0.1023
X2.4470
Y0.0361 Z0.1027
X2.4473
Y0.0363 Z0.1030
X2.4476
Y0.0364 Z0.1034
X2.4479
Y0.0366 Z0.1037
X2.4482
Y0.0368 Z0.1040
X2.4484
Y0.0369 Z0.1044
X2.4487
Y0.0371 Z0.1047
X2.4493
Y0.0374 Z0.1053
X2.4498
Y0.0377 Z0.1059
X2.4504
Y0.0380 Z0.1064
X2.4509
Y0.0383 Z0.1070
X2.4515
Y0.0386 Z0.1075
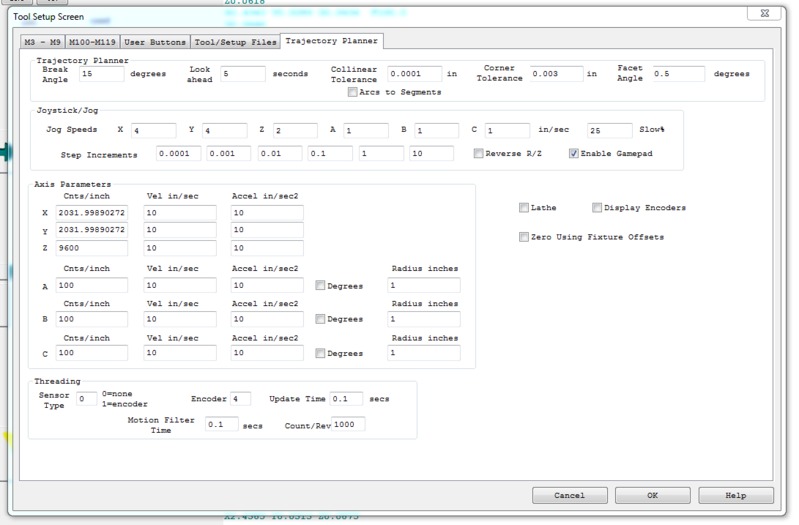
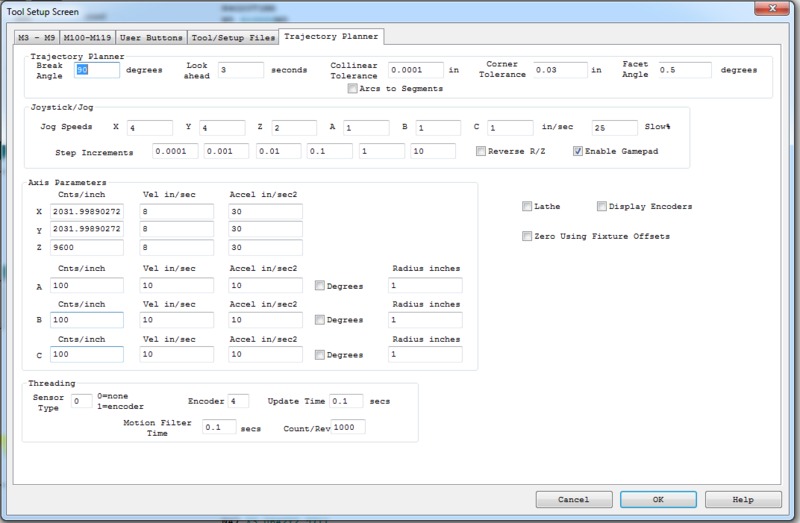
When I experimented with the collinear
tolerance I increased it a lot to see the effect and it
basically turned my curved toolpaths into straight
lines. Will this feature interpolate curves or does it
rather connect gcode points into straight lines?
Also is there any possibility that the post
processor could have an effect on this? I have been
using the HAAS post in Rhinocam, is there any specific
one that works best with KmotionCNC?
[Attachment(s)
from TK included below]
Hi semperfikurt,
The only thing I see is that your
Collinear Tolerance is set very small
(0.1 mil). This will give the
Trajectory Planner little opportunity
to straighten any tiny "zig-zags" in
your GCode. Such as:
![]()
The small Collinear Tolerance requires
the Trajectory Planner to follow the
specified GCode exactly. Also any
"zig-zags" with angles greater than
your specified break angle (15
degrees) will produce and exact stop.
Is your GCode smooth? How many
digits of precision? Can you post a
small fragment of your GCode that
demonstrates the problem?
Regards
TK
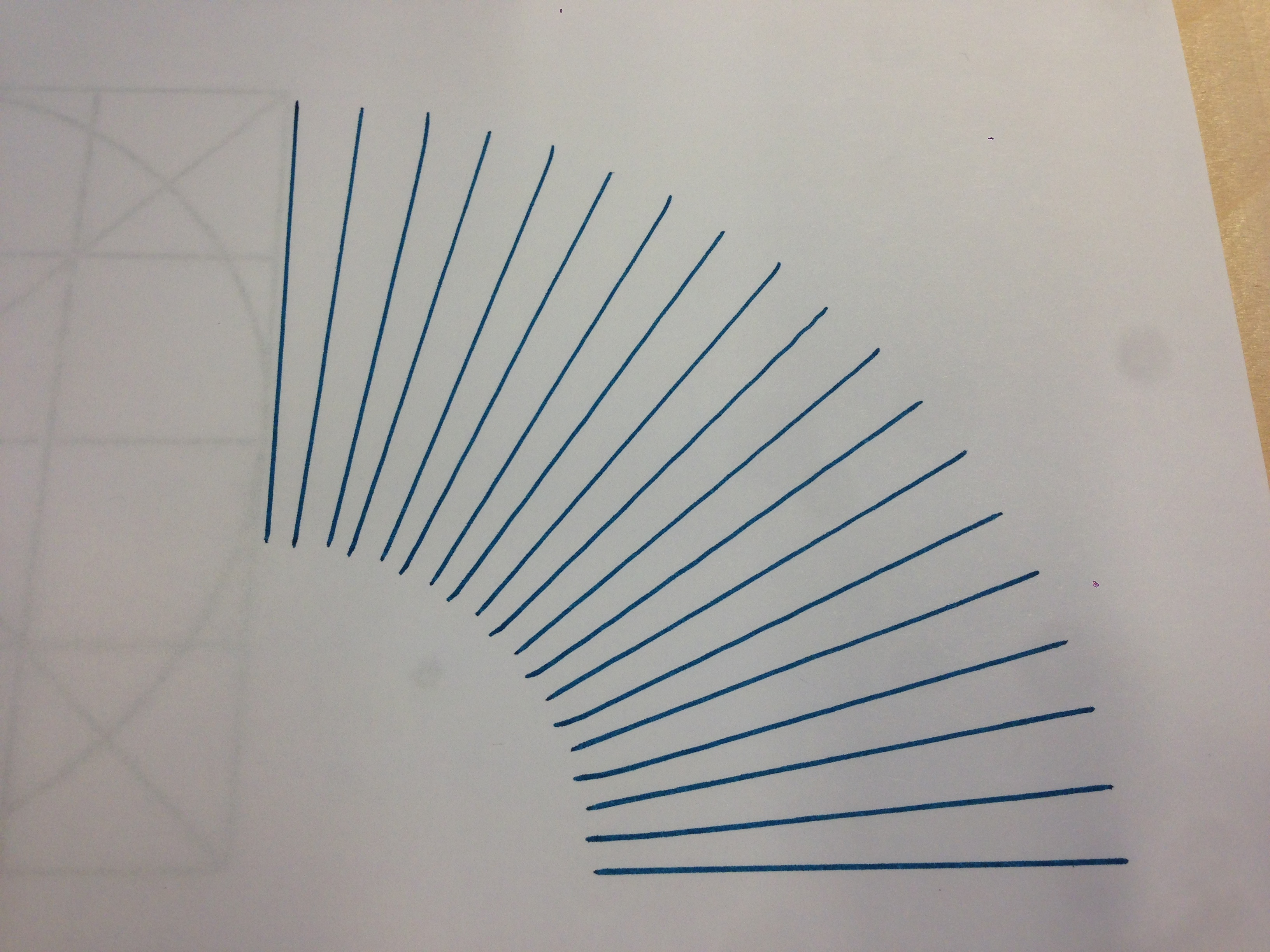
I am having trouble
getting the trajectory planning
settings dialed in correctly for
my CNC router. It runs smoothly
and all when doing linear moves
in any of the axes, but when
doing a curve it is very jumpy
and the cut winds up not being
very smooth. Essentially it is
ten thousand little "start and
stops" rather than one smooth
curve. I have read the help
section for all of this and I
have messed with it for awhile
but I haven't been able to make
a difference with it, What do I
need to change in the settings
to get the 3D finishing path
performance to smooth out?


{kind=link}
{kind=link}
{kind=link}
.PNG){kind=link}
-12545.JPG){kind=link}
{kind=link}
{kind=link}